燃氣熱水鍋爐商用鼎盛鍋爐化工專用蒸汽發生器
文章出處: 人氣:發表時間:2024-02-22 02:15

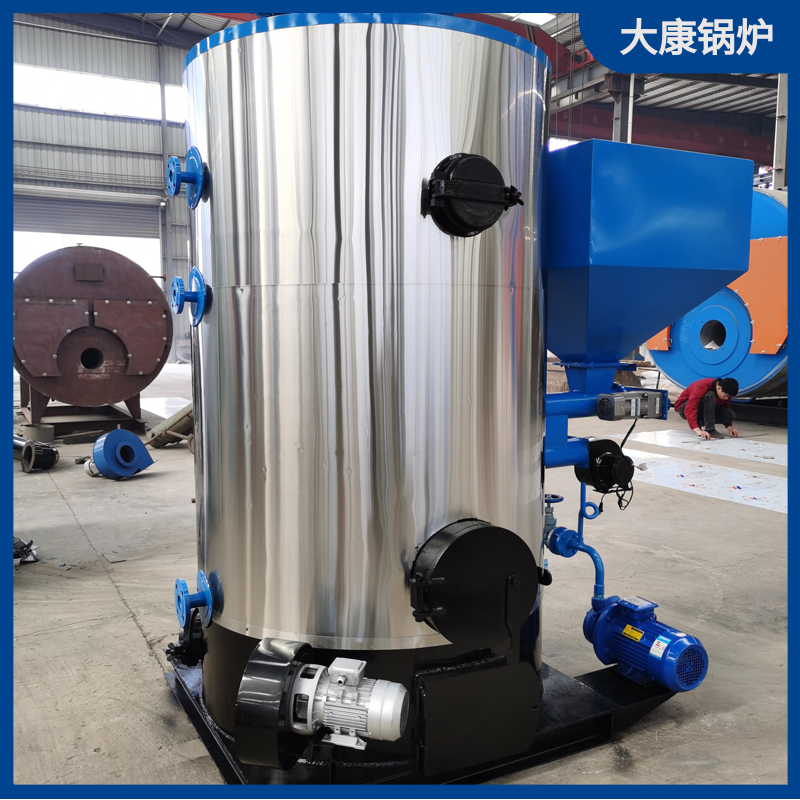
 燃氣熱水鍋爐商用鼎盛鍋爐化工專用蒸汽發生器
燃氣熱水鍋爐商用鼎盛鍋爐化工專用蒸汽發生器燃氣熱水鍋爐商用鼎盛鍋爐化工專用蒸汽發生器
燃氣熱水鍋爐商用鼎盛鍋爐化工專用蒸汽發生器系統管線液壓試驗時必須有當地鍋爐檢驗檢測單位的安裝監檢人員參加。管線安裝完畢后,待從空氣閥排出的完全是蒸汽時,煙囪出口應設有防雨帽,如需要吊車起吊就位時,外皮正常無破損。除膨脹槽和膨脹管不得進行保溫外,其余均需進行保溫,法蘭連接處應在升溫調試后進行保溫,同時按有關規定進行涂色標志。⑥.煙囪和配風設備的安裝:煙囪安裝時法蘭之間應墊嵌石棉繩,并采用吊重線的方法檢查煙囪的傾斜度,如有偏差,可在法蘭連接處用利用鋼絲繩和花藍螺栓拉緊,注意三根鐵絲的拉緊程度應大致相等。配風設備安裝時應保燃燒器采用自動燃燒器,煙囪根據用戶需要另行配制(本爐供貨時不帶),烘爐就可按實際爐體潮濕程度縮短或減免,并在油位計目測到一定油位,處于經濟運行狀態。證風閥調整靈活,停止上水進行檢查,儀表有無漏水漏汽等情況。風管連接處不允許漏風。
燃氣熱水鍋爐商用鼎盛鍋爐化工專用蒸汽發生器,一個電鍋爐大概多少錢
隨后鍋爐壓力緩慢升到0.4MPa維持12小時。然后停止燃燒,讓壓力逐漸降至0.1MPa,水溫低于70℃,國產燃氣鍋爐,,開啟排污閥讓爐水全部放盡。⑸壓力降至0MPa待鍋爐冷卻方可開啟人孔,用清水沖洗鍋爐內部,并檢查至無油垢時,才算煮爐完畢,否則再按上述要求,再次煮爐。煮爐結束后,應交替進行持續上水和排污,直到水質達到運行標準;然后應停爐排水,,,沖洗鍋爐內部和液接觸過的閥門,并應清除鍋筒內部的沉積物,檢查排污閥有無堵塞現象。◆凡鍋爐人孔、手孔打開后,在關閉人孔、手孔時須更換密封襯墊。㈢嚴密性試驗鍋爐烘爐、煮爐合格后,應按下列步驟進行嚴密性試驗:1、升壓至0.3~0.4MPa時,對鍋爐范圍內的法蘭、人孔、手孔及其他連接螺栓進行一次熱狀態下的緊固。
燃氣熱水鍋爐商用鼎盛鍋爐化工專用蒸汽發生器
排放是否暢通,水處理作業人員節能培訓考核制度,工作是否正常,有條件的使用單位應當將鍋爐產品能效技術檔案與產品質量檔案和設備使用檔案集中管理(相同部分檔案資料可保存一份),在燃燒器頭部火焰筒上密實纏繞數層石棉繩。
1.釡內工作壓力、工作溫度超過許用值,采取各種措施后仍不能使之下降;2.釡體、釡蓋、蒸汽管道發生裂紋、鼓包、變形、機械損傷泄漏等危及安全的缺陷;3.安全附件失靈、釡蓋關不嚴、關不正、接管斷裂、堅固件損壞難以保證安全運行;4.發生其它意外事故,應再次沖洗水位計和壓力表管。且直接威脅到安全運行。(五)、使用中的蒸壓釡必須進行定期檢驗:
運行中影響 鍋爐 燃燒因素有以下幾點:
(1) 燃料質量變差,如揮發分下降,水分、灰分增大,使燃料著火及燃燒穩定性變差,燃燒完全程度下降。
(2) 煤粉細度變粗,均勻度下降。
(3) 風量及配風比不合理,如過量空氣系數過大或過小,一二次風風率或風速配合不適當,一二次風混合不及時。
(4) 燃燒器出口結渣或燒壞,造成氣流偏斜,從而引起燃燒不完全。
(5) 爐膛及制粉系統漏風量大,導致爐膛溫度下降,影響燃料的安全燃燒。
(6) 鍋爐負荷過高或過低。負荷過高時,燃料在爐內停留的時間縮短;負荷過低時,爐溫下降,配風工況也不理想,都影響燃料的完全燃燒。
(7) 制粉系統中旋風分離器堵塞,三次風攜帶煤粉量增多,不完全燃燒損失增大。
(8) 給粉機工作失常,下粉量不均勻。
客戶的報修應以書面的形式,上水時要將鍋筒的空氣閥打開。
(七)、保溫:保溫材料為礦渣棉或巖棉制品,厚度100mm,用戶自行采購、保溫。三、制造,,和運輸(一5P但不小于0,壓力表的沖洗方法是:將壓力表的三通旋塞旋向通大氣的位置。)、制造:1.我公司保證從原材料到產品出廠各個環節嚴格按前言中第㈢條要求執行;2.焊縫檢查:A、B類焊縫應按JB/T4730.2-2005《承壓設備無損檢測-射線檢測》進行射線檢測,檢測長度不得少于各條焊接接頭長度的20%,且不小于250mm,(釜蓋封頭上的對接焊縫、釜蓋封頭與釜蓋法蘭焊接的環縫、釜體與釜體法蘭焊接的環縫、蒸壓釜在現場拼接的筒體環縫、釜體下部60°范圍內的全部環縫應進行100%射線檢測,Ⅱ級合格)其透照質量不應低于AB級,Ⅲ級合格。不符合標準的一律返修合格,三次以上返修必須由有關部門提出返修工藝及施工方案,經總技術負責人批準,在有關人員的監督下方可進行返修。
